Dans ce guide vous allez retrouver toutes les informations requises pour fabriquer vos propres visières par impression 3D pour aider dans la lutte contre COVID-19.
Notre modèle Jaguar est une version modifiée du merveilleux modèle conçu par le Fablab de l'Université Libre de Bruxelles. Vous pouvez retrouver leur modèle original ici.
Le modèle Jaguar peut sembler assez léger et peu résistant, mais je vous assures qu'avec une bonne impression, il est très difficile de casser la visière.
Le coût brut de production estimé est moins de 1$ soit 0,20$ pour le filament, 0,70$ pour la feuille d'acétate et des élastiques. En plus, la durée d'impression par visière est d'environ 20 minutes.
Si vous rencontrer un problème lors de l'impression vous pouvez aller directement à notre FAQ. TODO
Si vous imprimez le modèle, envoyer nous des photos sur Facebook. Nous voulons voir vos résultats!!!
Vous pouvez aussi visiter notre site web pour plus d'information!
Un gros merci à nos commanditaires : le Collège de Bois-de-Boulogne, la fondation de l'Hôpital Sacré-Coeur de Montréal, la firme Laporte et Bureau en gros!

Si vous désirez nous commandités, visiter notre site web pour plus d'information!
For the version in English scroll to the end... TODO
- Pour débuter vous allez avoir besoin de...
- Impression 3D
- Préparation pour acétate
- Préparation pour élastique
- Assemblage final
- Processus de désinfection
- Avertissement
- FAQ
- Auteurs
- Licence
- Reconnaissance
- Une imprimante 3D
Tant que la zone d'impression mesure un minimum de 125x125mm vous allez être en mesure d'imprimer les visières. Une surface chauffante est recommendée, mais elle n'est pas essentielle. Utiliser la même méthode d'adhésion que vous utilisez normalement pour du PLA.
- Du filament de type PLA
Peu coûteux, facilement accessible et possible d'imprimer à grande vitesse, le PLA est un matériel idéal pour ce genre d'utilisation. Il faut environ 8g de filament par visière, donc avec une bobine standard de 1kg, vous devriez être en mesure de produire environ 125 visières. Si la production de volume ne vous intéresse pas, vous pouvez aussi utiliser des matériaux comme le PETG, l'ABS, le nylon qui possèdent divers avantages sur le PLA, mais leur vitesse d'impression est plus lente.
- Des feuilles d'acétate de format A4
Vous pourrez en trouver dans les magasins d'articles de bureau.
- Des élastiques
Il faut deux élastiques standard ou vous pouvez concocter votre propre solution pour faire tenir la visière sur la tête.
- Un ordinateur avec OpenSCAD installé (optionnel) et le logiciel requis pour votre imprimante
Pas besoin d'un ordinateur très puissant, un ordinateur portable fonctionne parfaitement.
- Une perforatrice 3 trous de format nord-américain 4.25" (format de cartable standard au Canada et aux États-Unis)
Plus la capacité est grande, plus votre travail sera facile, vous pourrez faire les trous dans plus d'une feuille d'acétate à la fois.
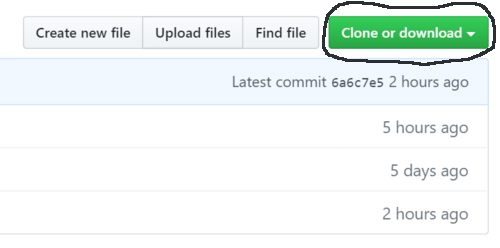
Sur la page principale Github, cliquer sur « Clone or download » :
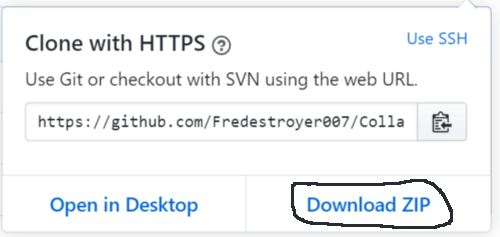
Ensuite, cliquer sur « Download ZIP » et sélectionner l'endroit que vous désirez télécharger les fichiers sur votre ordinateur :
Ouvrez le dossier compressé et vous avez deux options maintenant.
La première option est pour un utilisateur moins avancé et la seconde option est pour un utilisateur avancé qui désir optimiser sa production au maximum.
Pour débuter, si un modèle existe déjà pour votre configuration d'imprimante, vous devez sélectionner ce modèle. Aller dans le dossier « Modèle », puis « Jaguar ». Ensuite, vous devez sélectionner le dossier correspondant à la hauteur de couche que vous désirez imprimer. À l'intérieur du dossier choisit, vous devez sélectionner le nombre de visière empiler (indiquer par le multiplicateur). Nous vous recommandons de commencer par un nombre plus faible et de lentement augmenter. Vous pouvez ensuite passer à l'étape Impression.
Si un modèle n'existe pas encore, vous pouvez créer le votre vous-même! La configuration est assez simple!
OpenSCAD est un logiciel gratuit de modélisation CAD paramétrique. Au lieu de modéliser graphiquement un modèle, il est programmer. Cette particularité vous permet d'adapter très facilement le modèle à vos paramètres d'impression.
Après avoir installé OpenSCAD sur votre ordinateur vous retrouvez le fichier « modification.scad » dans le dossier « CAD » dans le dossier que vous avez télécharger à l'étape précèdente. Cliquer dessus pour lancer le programme :
Une fois dans le programme :
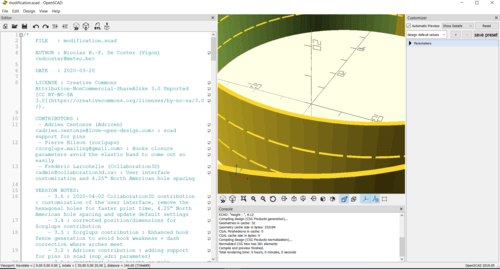
Vous pouvez fermer le premier panneau pour créer plus d'espace. Vous n'allez pas avoir besoin de ce panneau. Il s'agit du code source de la pièce :
Sur le panneau de droite « Customizer », cliquer sur « Parameters » pour afficher les paramètres à modifier :
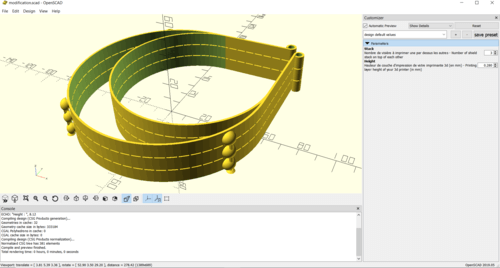
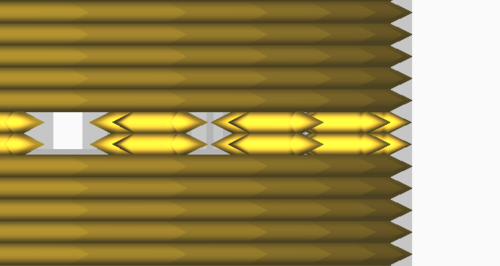
Maitenant que l'interface est prêt, à la gauche, vous retrouvez une visualisation de votre modèle et, à la droite, le panneau des paramètres à modifier. Votre interface devrait ressembler à ceci :
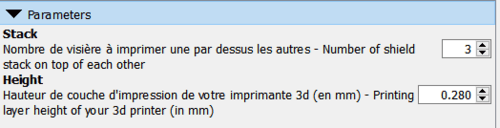
Vous avez deux paramètres à modifier. Le premier « Stack » est le nombre de visière empiler que vous désirez imprimer par impression. Nous vous suggérons de commencer par des plus petites valeurs et de lentement augmenter le nombre de visière que vous imprimez à la fois à mesure que vous découvrez les limites de votre imprimante 3D. Le second paramètre est « Height ». Vous devez simplement entrez la valeur de la hauteur d'impression de chaque couche de votre imprimante. Ce paramètre est mieux connu sous le nom anglais « layer height ». Dans les contraintes de votre imprimante, plus ce paramètre est grand, plus l'impression sera rapide. Avec ceci en tête, nous vous recommandons de viser une hauteur de couche de 0.3mm et plus si possible pour votre imprimante. Pour observer l'effet de vos paramètres sur la visualisation, cliquer sur un autre champs de paramètre.
Par exemple, pour une Creality Ender-3, comme paramètre pour débuter, nous vous recommandons d'imprimer trois visières à la fois avec une hauteur de couche de 0.28mm :
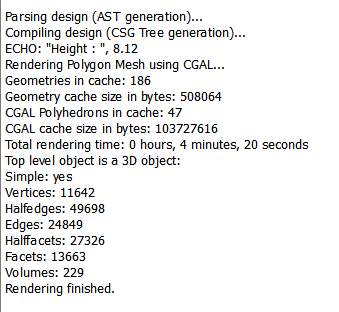
Avant d'exporter votre modèle pour impression, vous devez faire le rendu du modèle en cliquant sur F6. Soyez patient. Un modèle volumineux avec plusieurs visières de hauteur peut prendre quelques minutes à faire le rendu. Quand le rendu est finit, vous devriez entendre un son et voir apparaître un message comme celui-ci dans le bas de votre écran :
Ensuite, pour exporter le modèle, cliquer sur F7 et sélectionner l'endroit pour sauvgarder le fichier. Garder à l'esprit de lui donner un nom utile, OpenSCAD ne gardera pas vos paramètres en mémoire! Nous vous recommandons de suivre la convention suivante : Jaguar - (la hauteur de couche) - x(le nombre de visière superposé).stl. Donc, par exemple, un fichier avec les paramètres de 0.3mm de hauteur de couche et de 8 visières les unes sur les autres serait nommé : Jaguar - .3mm - x8.stl.
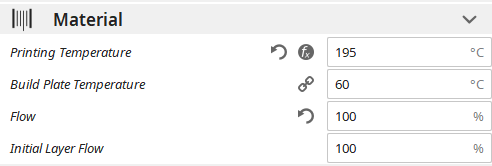
Pour débuter, nous vous recommandons de partir de vos paramètres d'impression standard pour votre imprimante pour faire des modifications. Utiliser les paramètres de température recommandé par le fabricant de votre filament.
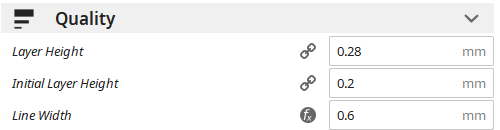
Pour débuter, dans votre slicer, vous devez sélectionner la même hauteur de couche (« Layer height ») que vous avez sélectionner comme modèle ou dans OpenSCAD. Le but de ce paramètre est de s'assurer que l'espace entre chaque visière soit exactement 2 couches d'impression. Il s'agit probablement d'une hauteur de couches supérieur à ce que vous imprimez normalement, mais le but est d'augmenter la cadence de production. Viser une hauteur de couche de 0.3mm et plus si votre imprimante 3D le permet.
Le modèle est fait pour être imprimer avec des épaisseurs de branches de 1.2mm. Pour accélérer l'impression et éviter l'utilisation de remplissage (« Infill »), vous devez sélectionner une largeur d'extrusion (« Extrusion width » ou « Line width ») qui est un multiple de 1.2mm. Les valeurs possibles sont 0.3mm, 0.4mm ou 0.6mm. Garder à l'esprit que la valeur idéale est 0.6mm pour accélérer l'impression. Cependant, une valeur de 0.6mm n'est pas possible avec une buse de 0.3mm, donc pour cette grandeur de buse, limiter la valeur à 0.4mm.
Par le fait même, il faut désactiver toutes formes de remplissage (« Infill ») en sélectionnant une valeur de 0% et sélectionner un nombre de mur assez grand (5-6 murs) pour s'assurer que la visière soit imprimée solide.
Désactiver toutes formes de support, elles sont déjà intégrer dans le modèle.
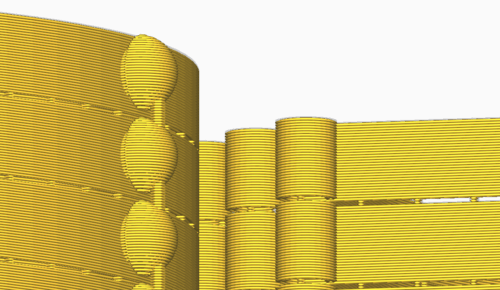
Si la superficie de votre imprimante le permet, vous pouvez imprimer plus d'une tour de visières à la fois. Si vous optez pour cette alternative, garder les crochets les plus près les un des autres pour limiter la durée d'impression.
Voici quelques paramètres à modifier pour accélérer l'impression pour des utilisateurs avancés. Garder à l'esprit qu'on vise le volume et non la perfection. Aussi, rester à l'intérieur des capacités de votre imprimante. Il est préférable d'imprimer un peu plus lentement que la moitié de vos impressions échoues.
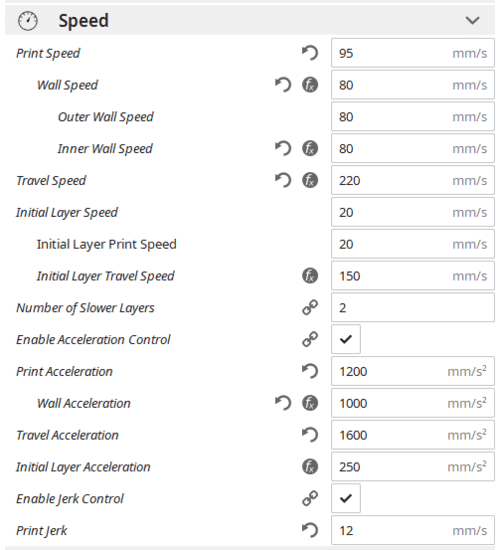
Une vitesse d'impression de plus de 80mm/s devrait être atteignable sur une majorité d'imprimante. Nous vous recommandons de garder la vitesse d'impression de votre premières couches assez lentes (25mm/s) et d'augmenter votre vitesse de déplacement (« Travel ») à plus de 200mm/s.
Si votre imprimante le supporte, vous pouvez augmenter les valeurs d'accélération.
Il ne s'agit que de simples pistes de réflexion. Les paramètres varient énormément d'une imprimante à une autre. Expérimenter! C'est une partie du plaisirs de l'impression 3D!
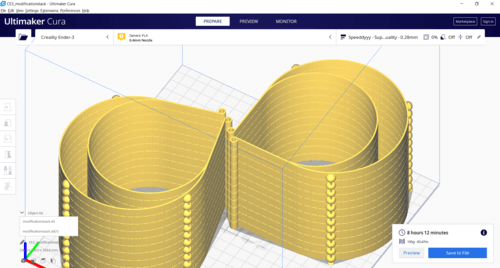
Comme exemple, voici les paramètres utilisés avec Cura 4.5 pour une Creality Ender-3 modifié (vous ne serez pas nécessairement en mesure d'atteindre les mêmes vitesses avec une Ender-3, considérer ceci comme une cible) :
« Quality » :
« Shell » :

« Infill » :

« Material » :
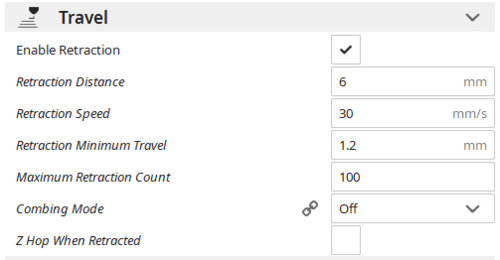
« Speed » :
« Travel » :
« Cooling » :

« Support » :

« Build Plate Adhesion » :

Bonne chance! Persévérez, amusez-vous, c'est le plus important. Il ne faut pas trop se prendre au sérieux :)
À l'aide d'une troueuse standard pour faire des trous de cartable (une troueuse qui fait des trous au standard nord-américain 4.25"), faites des trous dans une feuille d'acétate de la même manière que vous faites pour une feuille de papier standard.
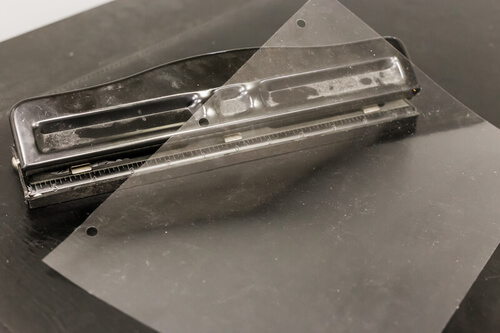
Si la capacité de votre troueuse le permet, nous vous recommandons de faire des trous dans plusieurs feuilles d'acétate à la fois!
Attacher deux élastiques ensembles! C'est l'étape la plus simple!
TODO IMG
L'assemblage final se fait en quelques étapes simples:
- Laisser votre modèle reposer quelques temps après la fin de l'impression. Vous devez laisser le temps au plastique de bien se refroidir. Vous pouvez profiter de cette période pour inspecter les pièces pour des défauts et des petits bouts de plastiques que vous pouvez retirer.
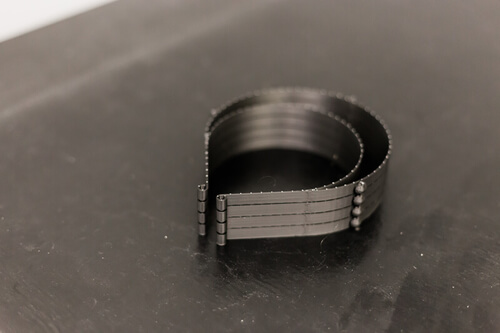
- En tirant dans des directions opposés, vous devez commencer à séparer les visières des unes des autres. Vous n'avez pas besoin de beaucoup de force. Si les visières sont trop bien attaché ensemble, il y a un problème à quelques parts dans vos paramètres d'impression.

- Vous pouvez lentement continuer à séparer les visières.

- La visière est maintenant séparé, veuillez répéter ce processus pour chaque visière.

- Maintenant, avec des pinces à côté coupant, veuillez retirer les support de la visière.

- Veuillez répéter ce processus pour chaque visière.

7.Veuillez prendre une visière et une acétate.
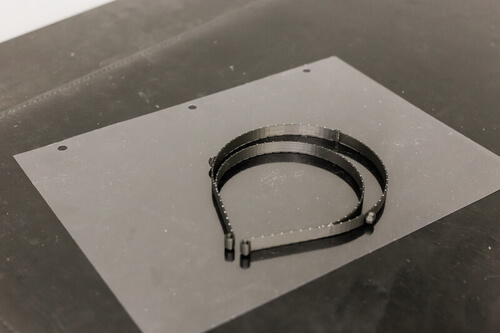
- Débuter par rentrer la point d'attache du milieu de la visière dans le trous du milieu de la feuille d'acétate.

- Continuer, en effectuant la même manipulation avec les trous de gauches.

- Et en effectuant la même manipulation avec les trous de droites.

- Veuillez répéter la même série d'opération (de 7 à 10) avec chacune des visières.
TODO IMG
- Attacher les élastiques
TODO IMG
- Vous avez maintenant des visières de protection!
TODO IMG
Voilà! L'assemblage est aussi simple!
Une étape très important est le processus de désinfection de la visière. Une visière contaminé par le coronavirus n'est pas un bon outil pour ce protéger contre COVID-19!
Lors de l'usage de la visière, il est recommandé de la désinfecté périodiquement selon le protocole de la firme Laporte. Cliquer ici pour télécharger le protocole. Un gros merci à la firme Laporte pour avoir produit ce protocole.
D'autres petites notes à garder en tête lors de la production des visières sont les suivantes :
- Si vous doutez que vous-même ou un proche puisse être atteint par le COVID-19. Il n'est pas recommandé de produire des visières en raison du risque de propagation.
- Lors de la production, avant de manipuler des visières, des outils, des imprimantes 3D, veuillez vous lavez les mains durant au moins 20 secondes avec de l'eau tiède et du savon.
- Lorsque vous manipulez votre imprimante et les visières, veuillez porter une des visières que vous avez fabriquer!
- Garder tous animaux de compagnie éloigné des visières ou de votre imprimante 3D.
- Une fois par jour, veuillez désinfecter votre imprimante avec de l'alcool à friction isopropylique.
- Idéalemment, laisser les visières pour une durée de 3 jours dans un sac en plastique avant de les utiliser. Si ce n'est pas possible, veuillez utiliser le processus de désinfection!
Ces visières ne sont pas approuvés par Santé Canada. Elles devraient seulement être utilisé en dernier recours, si aucune autres alternatives sont disponibles. Nous dénions formellement toutes responsabilités.
TODO
- Frédéric Larochelle - Travail initial - Fredestroyer007
Ce projet est distribué sous une licence GNU General Public License v3.0 - voir le fichier LICENSE pour plus de détails
Un gros merci au Fablab de l'Université Libre de Bruxelles pour avoir rendu disponible en ligne leur modèle. Vous pouvez retrouver leur modèle original ici.